Flotation is a powerful technique, especially when gold is finely disseminated within sulfide minerals like pyrite or arsenopyrite. As manufacturers of equipment like Flotation Machines and grinding mills, we at ZONEDING understand the critical factors in designing an effective flotation circuit.
Unlocking Value from Complex Ores: Your Guide to Designing a Gold Flotation Plant?
A gold flotation plant uses surface chemistry differences to selectively separate gold-bearing sulfide minerals (or sometimes native gold) from non-valuable gangue minerals by attaching them to air bubbles in a water-based pulp, creating a valuable concentrate.
When is a Flotation Plant the Right Choice for Gold Recovery? (Sulfide & Refractory Ores)
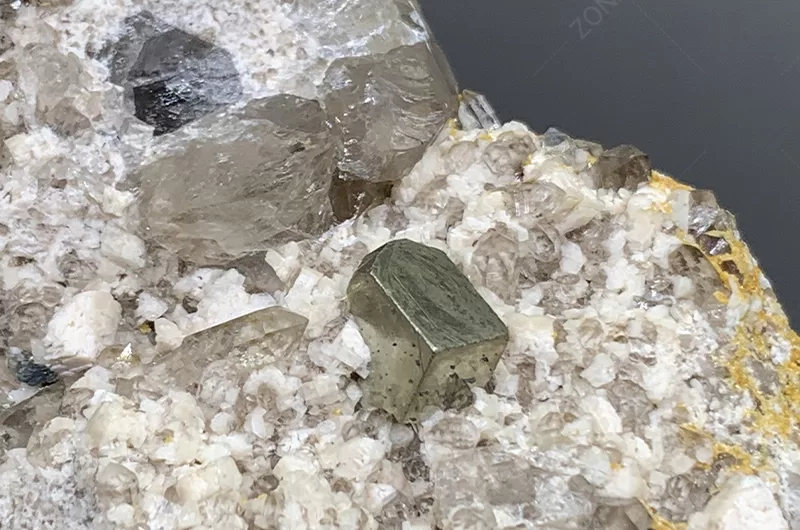
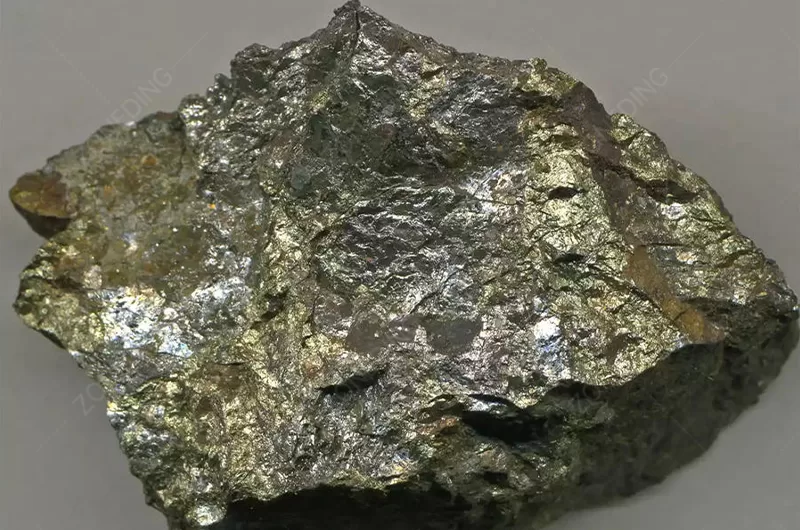
Sulfide ores are rocks containing valuable metals chemically bonded with sulfur. Examples include chalcopyrite (copper), galena (lead), and sphalerite (zinc). They often occur with iron sulfides like pyrite and non-sulfide gangue minerals.
Flotation becomes the preferred or necessary route under specific circumstances:
Sulfide-Associated Gold: This is the most common application. If microscopic gold particles are embedded within or attached to sulfide minerals, flotation can efficiently concentrate these sulfides (and thus the gold) into a smaller mass for further treatment. Direct leaching of the whole ore might be too slow or consume too much reagent.
Refractory Ores: Some ores are ‘refractory’ to direct cyanide leaching. This often occurs when gold is sub-microscopically trapped within sulfide crystal lattices (e.g., arsenopyrite). Flotation creates a high-grade sulfide concentrate that can then undergo intensive downstream processing (like roasting, pressure oxidation (POX), or ultra-fine grinding followed by leaching) which would be uneconomical to apply to the entire ore stream.
Polymetallic Ores: If the ore contains valuable base metals (like copper, lead, zinc) along with gold, flotation can be used to create separate concentrates for each metal, maximizing overall value.
Coarse Gold Consideration:Specific Application Scenario: Standard sulfide flotation chemistry is not very effective at floating coarse (>100 micron) metallic gold particles. Relying solely on flotation when significant coarse, gravity-recoverable gold (GRG) is present leads to substantial gold losses. Effective gravity recovery circuits (e.g., centrifugal concentrators, Shaking Table, or Jigging Separator Machine) placed before flotation are essential if GRG exists. Let gravity handle the coarse fraction; flotation excels at fine sulfide-locked and finer free gold.
What are the Key Sections in a Gold Flotation Plant Flowsheet?
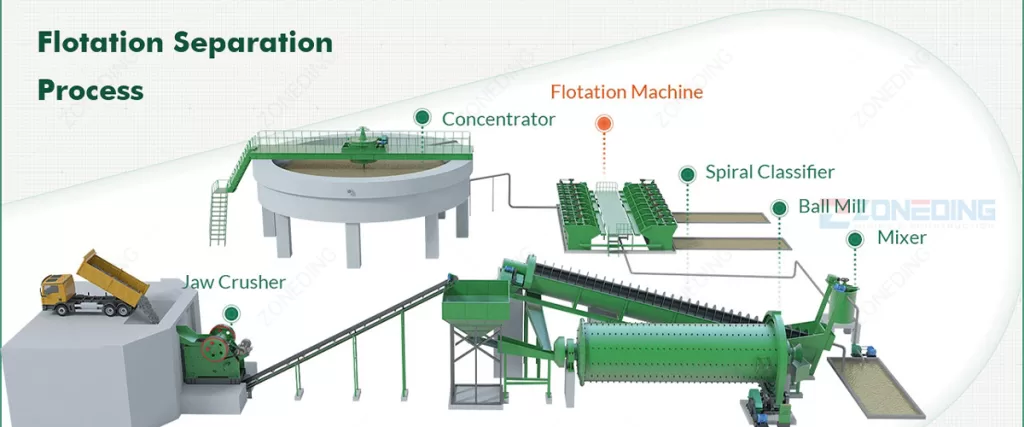
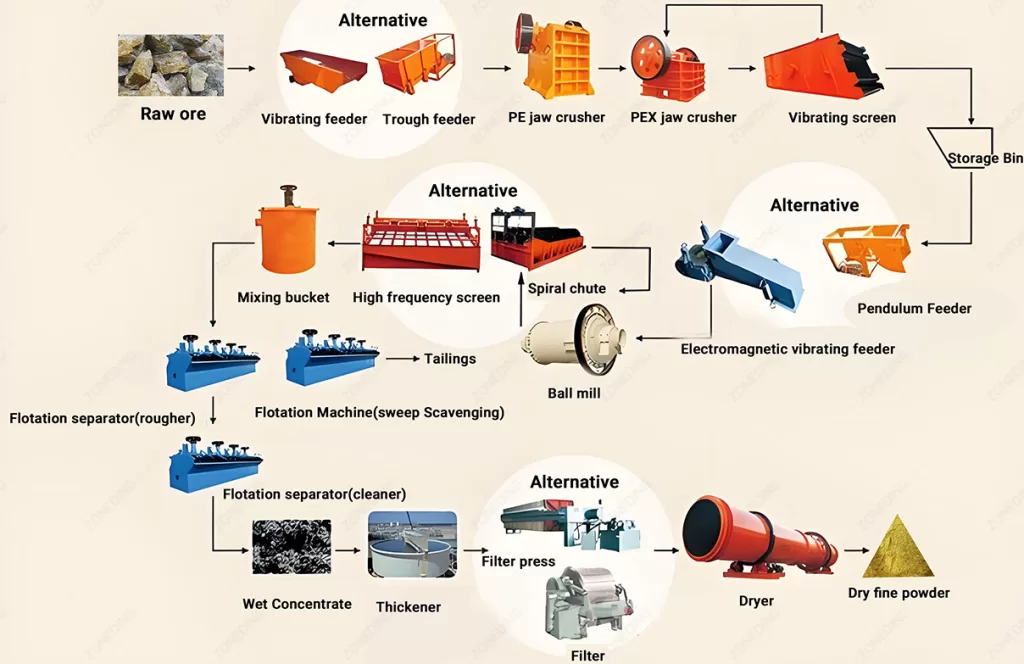
Here’s a breakdown of the essential process stages:
Comminution (Crushing & Grinding): Similar to leach plants, the ore first undergoes size reduction using primary (Jaw Crushers) and secondary/tertiary (Cone Crushers) crushers, often screened using Vibrating Screens. This is followed by grinding, typically using Ball Mills (or SAG mills), often in closed circuit with classifiers like Hydrocyclones, to achieve the target particle size for mineral liberation. Sometimes a Rod Mill might precede the ball mill.
Conditioning: The finely ground ore slurry (pulp) is mixed with specific chemical reagents in agitated tanks (Mixer tanks). This step prepares the surfaces of the target minerals for flotation.
Rougher Flotation: The conditioned pulp enters the first stage of flotation cells (Flotation Machine). Air is introduced, and reagents help the gold-bearing sulfides attach to bubbles and float to the surface, forming a froth (‘rougher concentrate’). The goal here is maximum recovery, even if the concentrate grade isn’t high yet.
Cleaner Flotation: The rougher concentrate is re-floated, often in multiple stages, with potentially adjusted reagent additions. The aim is to reject non-valuable minerals accidentally carried into the rougher froth, thereby increasing (‘cleaning’) the final concentrate grade. Tailings from the cleaner stages often return to the rougher circuit.
Scavenger Flotation: Tailings from the rougher circuit might be treated in scavenger cells to recover any remaining valuable minerals missed in the roughers. Scavenger concentrate is usually returned to the rougher feed or cleaner feed.
Concentrate Handling: The final cleaner concentrate froth is collected, thickened (using a thickener or High Efficiency Concentrator), and dewatered (using filters) to produce a filter cake ready for transport or further onsite processing.
Tailings Disposal: The final plant tailings (mostly waste rock) are thickened to recover water and then pumped to a tailings storage facility.
What Core Equipment Drives a Gold Flotation Circuit?
Core equipment includes grinding mills (Ball Mill), conditioning tanks (Mixer), flotation cells (Flotation Machine – mechanical or column types), reagent mixing and dosing systems, slurry pumps, concentrate thickeners, filters (plate & frame, disc, or belt), and air blowers.
Beyond the upstream Crushing Equipment, the flotation circuit relies on specific machinery:
Grinding Mills: As mentioned, Ball Mills are fundamental to achieving the necessary liberation size. Depending on the ore, alternatives like a Ceramic Ball Mill might be considered if iron contamination is a major concern for downstream processes, though less common in standard gold flotation.
Conditioning Tanks: Agitated tanks (Mixer) designed to provide sufficient residence time and mixing energy for reagents to interact with mineral surfaces before flotation. Proper design is crucial.
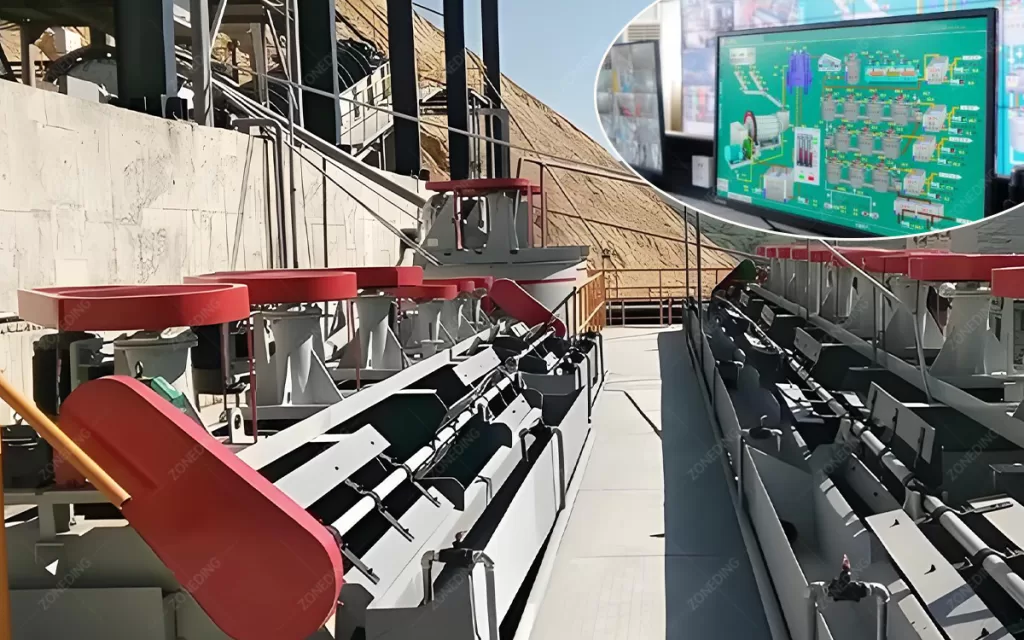
Flotation Cells: The heart of the plant.
Mechanical Cells: Use an impeller mechanism to suspend solids, disperse air into fine bubbles, and create contact between particles and bubbles. Most common type. We manufacture robust Flotation Machine units for these applications.
Column Cells: Tall columns relying on counter-current flow of pulp and air bubbles, often with wash water added to the froth zone. Typically used in cleaner circuits for better grade control.
Reagent Systems: Storage tanks, mixing systems (often using Mixers), and precise dosing pumps to deliver collectors, frothers, activators, and depressants to the correct points in the circuit.
Pumps: Numerous slurry pumps are needed to transport pulp between grinding, conditioning, flotation stages, and for concentrate/tailings handling.
Concentrate Thickener & Filter: A thickener (e.g., High Efficiency Concentrator) increases the solids density of the final concentrate before dewatering by filters (e.g., filter press) to produce a manageable cake.
Air Supply: Blowers provide large volumes of low-pressure air required for bubble generation in the flotation cells. Technical Detail: Air dispersion and bubble size are critical, not just airflow volume (CFM). The impeller/stator design dictates bubble size; worn components reduce efficiency.
Which Chemical Reagents are Critical for Successful Gold or Gold-Sulfide Flotation?
Key reagents include: Collectors (e.g., Xanthates, Dithiophosphates) to make target minerals hydrophobic; Frothers (e.g., MIBC, Glycols) to create stable bubbles; pH Modifiers (e.g., Lime, Soda Ash) to control alkalinity; Activators (e.g., Copper Sulfate for some sulfides); and Depressants (e.g., Cyanide, SO2, Starch) to prevent unwanted minerals from floating.
MIBC
Dithiophosphates
Glycols
Lime
Copper Sulfate
Starch
Selecting the right reagent suite is crucial and highly ore-specific, determined through metallurgical testing:
Collectors: These are the primary reagents that selectively adsorb onto the surface of the target mineral (e.g., gold-bearing pyrite), making it hydrophobic (water-repelling).
Common Types: Xanthates (PAX, SIBX) are widely used for sulfides. Dithiophosphates (DTPs) are also common, sometimes used in combination with xanthates. Specific collectors exist for native gold, though often less effective than for sulfides.
Frothers: These chemicals stabilize the air bubbles introduced into the flotation cell, preventing them from coalescing too quickly and allowing them to carry the hydrophobic particles to the surface.
Common Types: Pine Oil (historically), MIBC (Methyl Isobutyl Carbinol), various glycol ethers (e.g., Dowfroth series). Frother choice affects froth stability, bubble size, and carrying capacity.
pH Modifiers: The effectiveness of most collectors is highly dependent on the pH (alkalinity/acidity) of the pulp.
Common Types: Lime (CaO or Ca(OH)2) is the most common for raising pH in sulfide flotation. Soda Ash (Na2CO3) is also used. Sulfuric acid may be used to lower pH if needed (less common in gold flotation).
Activators: Used to enhance the adsorption of collectors onto specific minerals that might otherwise float poorly.
Example: Copper sulfate (CuSO4) is often used to activate Sphalerite (zinc sulfide) but can also impact pyrite flotation.
Depressants: Used to selectively prevent certain minerals from floating, improving selectivity.
Examples: Sodium cyanide (NaCN) can depress pyrite and arsenopyrite under certain conditions (used carefully!). SO2 (often via SMBS – Sodium Metabisulfite) is also used for sulfide depression. Organic reagents like starch or dextrin can depress naturally floatable gangue like talc or carbonaceous material. Cost Consideration: While simple reagent suites are cheaper, don’t fall into the trap of avoiding more complex, tailored (and potentially more expensive) reagents if test work shows they significantly improve recovery or grade. The value of recovered gold often vastly outweighs incremental reagent costs.
How Can You Optimize Gold Recovery and Concentrate Grade in Flotation?
Achieving optimal flotation performance is a continuous balancing act:
Grind Size: Critical for liberation. Too coarse = locked gold lost to tails. Too fine = slime coatings, poor selectivity, high reagent consumption. Requires finding the sweet spot via testing.
Reagent Suite & Dosage: Ore-specific selection is key. Dosages must be carefully controlled – too little means poor recovery; too much can decrease selectivity (floating gangue), cause excessive frothing, and increase costs. Proper conditioning is vital.
Pulp Chemistry (pH): Maintaining the target pH range is crucial for collector effectiveness and mineral selectivity. Requires online monitoring and automated reagent addition.
Aeration & Froth Management: Controlling airflow rate influences bubble size and carrying capacity. Managing froth depth in the cell (via level control and launder design) and the rate at which froth is removed (pulling rate) directly impacts the recovery/grade trade-off.
Unique Perspective: Over-frothing (excessive, stable froth) can be as bad as under-frothing, reducing grade via gangue entrainment and causing operational issues.
Pulp Density: Affects particle suspension, residence time, and reagent concentration. Needs to be controlled within the optimal range, typically managed at the grinding circuit discharge using a Hydrocyclone.
Circuit Design: Sufficient residence time in rougher, scavenger, and cleaner circuits is necessary. The number of cleaning stages impacts the final grade.
Long-Term Performance: Beware the build-up of recirculating loads in cleaner circuits; they can destabilize the entire plant if not monitored and managed.
Monitoring: Regular sampling and assaying of feed, concentrate, and tailings are essential to track performance and make informed adjustments.
Pain Point: Don’t just assume high sulfide recovery equals high gold recovery. Track gold specifically; misinterpretation is costly.
How Does Flotation Fit into Treating Refractory Gold Ores Specifically?
For refractory ores where gold is locked within sulfides (e.g., arsenopyrite, fine pyrite), flotation creates a high-grade sulfide concentrate. This concentrate, representing a small fraction of the original ore mass, can then undergo intensive, costly downstream processing (e.g., roasting, POX, BIOX, ultra-fine grinding) that would be uneconomic for the whole ore.
Flotation is often a critical pre-concentration step for refractory gold ores:
The Problem: Gold may be sub-microscopic (<5 microns) and physically locked within the crystal structure of sulfide minerals, primarily pyrite (FeS2) or arsenopyrite (FeAsS). Cyanide solution simply cannot reach this gold. Another refractory type involves naturally occurring carbonaceous material that adsorbs dissolved gold (“preg-robbing”).
Flotation’s Role: By floating the gold-bearing sulfides, we separate them from the bulk of the barren gangue minerals (like quartz, silicates). This typically reduces the mass requiring further treatment by 90-98%.
Downstream Options for Concentrate:
Roasting: Heating the concentrate in the presence of oxygen to break down the sulfide matrix and liberate the gold for subsequent CIL/CIP leaching. Requires off-gas handling (SO2).
Pressure Oxidation (POX): Treating the concentrate with oxygen at high pressure and temperature in an autoclave to oxidize sulfides. Liberated gold is then leached.
Bio-oxidation (BIOX): Using specialized bacteria to oxidize the sulfides at atmospheric pressure. Slower process but avoids high pressures/temperatures. Gold is then leached.
Ultra-Fine Grinding (UFG): Grinding the concentrate to extremely fine sizes (e.g., <10-20 microns) using specialized mills (Ball Mills can be part of this, sometimes specialized stirred mills) to liberate the gold for leaching.
Intensive Cyanidation: Direct leaching of the concentrate under aggressive conditions (high cyanide, lead nitrate, oxygen). Flotation makes these intensive follow-up treatments economically feasible by dramatically reducing the volume of material that needs to be processed.
What Happens to the Gold Concentrate After Flotation?
The gold concentrate typically undergoes further treatment: either onsite via oxidation (roasting, POX, BIOX) followed by CIL/CIP leaching, or intensive cyanidation directly, OR it’s dewatered, potentially bagged, and shipped to a specialized smelter or refinery offsite for gold recovery.
The fate of the flotation concentrate depends on several factors, including its grade, mineralogy (especially refractory nature), quantity, presence of penalty elements (like arsenic, mercury), and the mine’s location and economics:
Onsite Treatment (Common for Refractory Ores):
Oxidation + Leaching: As described previously, the concentrate is oxidized (roasting, POX, BIOX) to break down sulfides, followed by standard Carbon-in-Leach (CIL) or Carbon-in-Pulp (CIP) processing of the oxidized residue to dissolve and recover the gold.
Intensive Cyanidation: Some non-refractory or mildly refractory concentrates can be leached directly under more aggressive conditions (higher cyanide, lead nitrate, oxygen) than standard whole-ore leaching.
Ultra-Fine Grinding + Leaching: Grinding the concentrate very finely before leaching.
Offsite Tolling/Sales:
Dewatering & Shipment: The concentrate is thickened, filtered to produce a cake, sometimes dried further, and then transported (truck, rail, ship) to a third-party facility.
Smelting: Copper smelters often process gold-bearing sulfide concentrates (especially copper-gold concentrates). Gold reports to the copper anodes and is recovered during electrorefining.
Specialized Refineries: Facilities equipped to handle complex concentrates, potentially using roasting or hydrometallurgical processes to recover gold and other payable metals. Economic Drivers: The decision between onsite vs. offsite treatment involves comparing the capital and operating costs of building/running an onsite treatment facility versus the transport costs, smelter charges (treatment charges, refining charges, penalties for deleterious elements), and payment terms offered by offsite facilities. Concentrate grade and volume are key factors.
How Do Grinding and Particle Size Impact Gold Flotation Performance?
Particle size is critical: Ore must be ground fine enough to liberate the gold-bearing minerals from gangue, but overgrinding creates ultrafine “slimes” (<10-20 microns) which float poorly, consume excess reagents, and can hinder bubble-particle attachment and froth stability.
Grinding creates the surfaces needed for flotation reagents to act, but particle size distribution has complex effects:
Liberation (The Goal): The primary aim of grinding before flotation is to physically separate the valuable mineral particles (e.g., gold-bearing pyrite) from the waste mineral particles (e.g., quartz). If liberation is incomplete (valuable mineral still locked with gangue), the composite particle may not float, or it might float but lower the concentrate grade. The required grind size depends entirely on the ore’s specific mineral texture.
Coarse Particles (> ~150-200 microns): Have high mass and inertia. They detach easily from bubbles due to turbulence in the flotation cell, leading to poor recovery. This is especially true for dense minerals like gold or galena.
Optimal Size Range (~20 – 150 microns): This is generally the sweet spot where particles are well-liberated and have a high probability of colliding with and attaching to air bubbles and being recovered into the froth.
Fine Particles / Slimes (< ~10-20 microns): Present significant challenges:
Poor Bubble Attachment: Extremely fine particles have low inertia and may flow around bubbles rather than colliding effectively.
Surface Coatings: Fine gangue slimes (e.g., clays) can coat the surface of valuable minerals, preventing collector adsorption and hindering flotation.
High Reagent Consumption: Fines have a very high surface area-to-volume ratio, consuming large amounts of reagents.
Froth Problems: Excessive fines can stabilize froth too much, leading to poor grade via gangue entrainment.
Entrainment: Fine gangue can be mechanically carried into the froth with water, reducing concentrate grade. Achieving the optimal particle size distribution through careful control of the grinding circuit (Ball Mills and classifiers like Hydrocyclones) is paramount for successful flotation.
What are the Main Cost Factors (CAPEX & OPEX) for a Gold Flotation Plant?
Major CAPEX includes Crushing Equipment and Grinding Mills, Flotation Cells, Thickeners/Filters, Reagent Systems, Pumps/Piping, and Plant Construction. Key OPEX drivers are Power (grinding), Reagents (collectors, frothers, pH modifiers), Grinding Media, Maintenance (wear parts, labor), and Labor.
Understanding the cost structure is vital for economic evaluation:
Capital Expenditures (CAPEX) – Upfront Investment:
Comminution Circuit: Crushers (Jaw Crusher, Cone Crusher), SAG/Ball Mills, screens (Vibrating Screen), conveyors – often the largest equipment cost component.
Flotation Circuit: Flotation Machine cells (banks of roughers, cleaners, scavengers), conditioning tanks (Mixer), air blowers.
Construction & Engineering: EPCM (Engineering, Procurement, Construction Management) fees, construction labor, commissioning.
Operating Expenditures (OPEX) – Ongoing Costs:
Power: Dominated by the grinding circuit, but flotation cell motors, pumps, and blowers also contribute significantly. Typically the largest OPEX component.
Reagents: Cost of collectors, frothers, pH modifiers, activators/depressants. Highly variable depending on ore type and reagent suite complexity.
Grinding Media: Consumption of steel balls (or rods if using a Rod Mill).
Maintenance: Wear parts (mill liners, crusher liners like those for a Hammer Crusher or Roll Crusher if used upstream, flotation cell impellers/stators, pump parts), spare parts inventory, maintenance labor.
Assaying: Costs for routine sampling and analysis for process control.
Tailings Disposal: Pumping costs, TSF management.
Flotation plants can have lower reagent costs than cyanidation but often require finer grinding (higher power costs).
How is Water Quality and Usage Managed Within a Flotation Plant Design?
Water management involves maximizing water recycling from thickeners (High Efficiency Concentrator) and tailings facilities, carefully controlling process water chemistry (residual reagents, pH, ions can affect flotation), and treating water if necessary before discharge or reuse to avoid detrimental build-up of certain species.
Water is the lifeblood of a flotation plant, acting as the transport medium for solids and the phase in which surface chemistry occurs. Effective management is crucial:
Water Source: Plants need a reliable source of process water. Quality matters – excessive hardness (calcium, magnesium ions) or certain dissolved salts can interfere with reagent effectiveness or cause scaling. Sometimes raw water requires pre-treatment.
Recycling: Maximizing water recovery and recycling is standard practice for both economic and environmental reasons. Water is reclaimed from:
Concentrate Thickeners
Tailings Thickeners
Tailings Storage Facility (TSF) decant water
Process Water Chemistry Control:Insight: Recycled water contains residual reagents (collectors, frothers) and dissolved ions from the ore and added chemicals. High concentrations of certain ions (e.g., calcium, magnesium, sulfates, residual cyanide from upstream processes) or fine suspended solids can negatively impact flotation performance (e.g., depressing minerals, affecting froth stability). The water balance and chemistry must be carefully modelled and monitored. Sometimes bleed streams or specific water treatment steps are needed to control the build-up of detrimental species.
Freshwater Make-up: Recycled water usually needs to be supplemented with some freshwater to account for losses (water retained in concentrate cake and tailings voids, evaporation). Minimizing make-up water is a key goal, especially in arid regions.
Discharge Management: Any water discharged from the site (if permitted) must meet strict environmental quality standards, potentially requiring treatment to remove reagents, suspended solids, metals, etc.
Designing efficient thickening and clarification stages (using equipment like the High Efficiency Concentrator) is key to good water management.
What Should You Consider When Selecting Partners for Plant Design and Equipment Supply?
Select partners with proven experience in designing and equipping gold flotation plants for similar ore types, robust equipment (Flotation Machine, mills like Ball Mills) suited for demanding conditions, strong metallurgical and technical support, reliable after-sales service (spares, maintenance), and a collaborative approach focused on optimizing performance and reliability.
Choosing your EPCM (Engineering, Procurement, Construction Management) firm and key equipment suppliers requires careful evaluation:
For EPCM Partners:
Specific Flotation Expertise: Demonstrated success in designing gold flotation circuits, particularly for ores similar to yours (e.g., specific sulfide assemblages, refractory characteristics).
Metallurgical Capability: Strong in-house or partnered metallurgical expertise to interpret test work, develop flowsheets, and specify operating parameters.
Process Control Philosophy: Experience implementing effective process control strategies for flotation circuits.
Project Management: Proven ability to deliver complex projects on time and budget.
For Equipment Suppliers (like ZONEDING):
Proven Equipment Performance: Reliability of their flotation cells (Flotation Machine), grinding mills (Ball Mill), crushers (Stone Crusher), pumps, thickeners (High Efficiency Concentrator) etc., in similar applications. Look for references and case studies. Consider flexibility options like Mobile Crusher units if campaign processing or staged development is planned.
Robustness & Maintainability: Equipment designed for the abrasive and corrosive environment of a processing plant, with ease of maintenance in mind.
Metallurgical & Technical Support: Ability to assist with equipment sizing, selection based on test work, circuit layout recommendations, and troubleshooting.
Spare Parts & Service: Availability of critical spares and responsive field service support to minimize downtime.
Manufacturing Quality: Consistent manufacturing standards and quality control.
Collaborative Approach: Willingness to work closely with the EPCM and the owner’s team to ensure successful integration and operation.
Choosing partners who understand the nuances of flotation chemistry and physics is crucial for long-term success.
 Zoneding Mining
Zoneding Mining