ZONEDING manufactures machines for mining and processing rock and minerals. Iron ore is crucial for steelmaking. However, much of the world’s iron ore is low-grade and has many impurities. To make this raw ore useful, beneficiation is needed. This process removes impurities from the ore and increases the iron content, making the ore much more valuable for steel production and lowering costs for the next steps.
Iron ore is not just one type of rock. It comes in different forms. Each form has unique properties. These properties determine how you can best separate the iron from the waste. So, identifying your iron ore’s “identity” is the first step. It is a very important step in designing the right beneficiation process. The main types of iron ore are:
Magnetite (Fe3O4): This is a highly magnetic iron mineral. It is often black or dark grey. Its strong magnetic property makes it easy to separate using magnetic separators.
Hematite (Fe2O3): This is the most common iron mineral. It is usually red or reddish-brown. It is weakly magnetic, or non-magnetic, in its natural state. This makes it harder to separate by simple magnetic methods.
Limonite (FeO(OH)·nH2O): This is a hydrated iron oxide. It is often yellowish-brown. It is also non-magnetic. It has a lower iron content compared to magnetite or hematite.
Siderite (FeCO3): This is iron carbonate. It is not magnetic. It requires roasting to convert it to a magnetic form before magnetic separation. It is less common as a primary iron ore. Why is understanding the type so critical? Because their properties dictate the processing method:
Magnetite: Because it is strongly magnetic, you can use simple and cost-effective magnetic separation. This is a very efficient method.
Hematite and Limonite: Since they are non-magnetic or weakly magnetic, you cannot use basic magnetic separation. You will need other methods like flotation, gravity separation, or strong magnetic separation. Sometimes, you might need to convert them to magnetite through roasting first.
Impurities: The type of iron ore also affects the impurities present. For example, some ores naturally have more phosphorus. This needs special removal steps. Before you begin any design, you must perform a detailed mineralogical analysis of your specific ore. This test tells you the exact iron minerals you have. It shows their size and how they are intergrown with other minerals. This information helps you choose the best technology. It ensures your plant is efficient and profitable. Without this first step, you might waste time and money on the wrong process.
Magnetite
Hematite
Limonite
Siderite
Iron Ore Types and Their Processing Methods
Iron Ore Type
Magnetic Property
Common Processing Method
Implications for Beneficiation
Magnetite
Strong magnetic
Magnetic Separation
Relatively simple, high efficiency
Hematite
Weakly/Non-magnetic
Flotation, Gravity, Strong Magnetic, Roasting
More complex, often requires fine grinding
Limonite
Non-magnetic
Flotation, Gravity, Strong Magnetic, Roasting
Lower iron content, often requires specific treatment
Siderite
Non-magnetic
Roasting + Magnetic Separation
Needs thermal treatment first
Knowing your ore is the foundation for successful beneficiation.
How Does a Magnetic Separator Efficiently Pull Out Iron Concentrate from Magnetite? What is the Difference Between Wet and Dry Methods?
Magnetite iron ore is special. It is strongly magnetic. This natural property makes it an ideal candidate for “magnetic magic” using a Magnetic Separator. This method is very effective for separating magnetic iron from non-magnetic waste rock. It is often the primary separation step for magnetite ore. A Magnetic Separator works by creating a magnetic field. When crushed ore passes through this field, the magnetic iron particles are pulled towards the magnets. The non-magnetic waste particles are not affected. They simply pass through. This separates the valuable iron from the waste. There are two main ways to use magnetic separators:
Wet Magnetic Separation: This method uses water. The ore is mixed with water to form a slurry. This slurry then flows through the magnetic field. The magnetic particles stick to the rotating magnetic drum. The non-magnetic waste flows away with the water. Then, the magnetic particles are washed off the drum.
Advantages: It is very efficient for fine particles. It reduces dust. It provides good separation quality.
Suitable for: Usually used for fine-grained magnetite. Most large-scale magnetite beneficiation plants use wet magnetic separation.
Dry Magnetic Separation: This method does not use water. Dry, crushed ore passes through the magnetic field. The magnetic particles are attracted to the magnets. The non-magnetic particles fall away.
Advantages: It is good for regions with limited water. It avoids slurry handling and dewatering costs.
Suitable for: Often used for coarser magnetite particles. It can be used as a pre-concentration step before grinding. This helps remove a lot of waste rock early. This saves energy in later grinding steps. The choice between wet and dry magnetic separation depends on several factors. These include the ore’s specific characteristics, the desired product fineness, water availability, and environmental regulations. For magnetite ore, magnetic separation is often done in multiple stages. You might use low-intensity magnetic separation first to remove a lot of coarse waste. Then, after further grinding in a Ball Mill, you would use higher-intensity magnetic separation. This multi-stage approach helps to achieve high iron recovery and a high-grade concentrate. It is a highly efficient and economical method for magnetite ore.
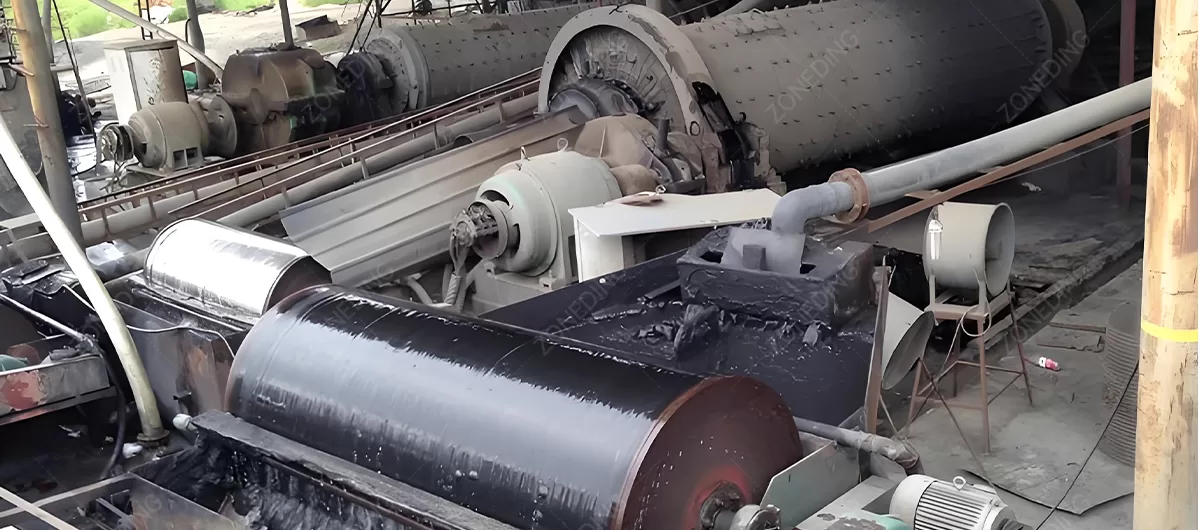
Wet magnetic separators
Dry magnetic separators
Wet vs. Dry Magnetic Separation for Magnetite
Feature
Wet Magnetic Separation
Dry Magnetic Separation
Medium
Water slurry
Air (dry material)
Particle Size
Efficient for fine particles
Better for coarser particles
Advantages
High separation quality, reduces dust
No water needed, lower dewatering cost
Disadvantages
Requires water, dewatering needed
Can create dust, less precise for fines
Application
Most common for large-scale magnetite processing
Pre-concentration, arid regions
Magnetic separation is a game-changer for magnetite ore.
Why are flotation, gravity, and strong magnetic separation key for hematite and limonite?
Hematite and limonite are common iron ores. But they are challenging to process. This is because they are non-magnetic or very weakly magnetic. Simple magnetic separation, effective for magnetite, does not work for them. This means you need more advanced methods. Flotation, gravity separation, and strong magnetic separation become your “killer moves.” They help extract iron from these difficult ores. 1. Flotation: This is a chemical-physical method. It is very effective for fine-grained hematite and limonite. It separates minerals based on their surface properties. You mix the finely ground ore (from a Ball Mill) with water to create a slurry. Then you add special chemicals called reagents. These reagents selectively attach to the iron minerals or to the waste minerals (gangue).
Direct Flotation: Iron minerals float, and waste sinks.
Reverse Flotation: Waste minerals (like silica) float, and iron minerals sink. This is often preferred for iron ores. A Flotation Machine introduces air bubbles. The mineral particles that attach to the bubbles float to the surface and are collected.
Suitable for: Fine-grained hematite and limonite. It is excellent for removing silica and other fine impurities. It can achieve high-grade iron concentrate. 2. Gravity Separation: This method works by using the density difference between iron minerals and waste. Hematite and limonite are heavier than most common waste minerals like quartz.
Suitable for: Coarser particles of hematite and limonite. It is effective when iron minerals are relatively liberated from waste at a coarser size. It is a low-cost, environmentally friendly method, as it uses no chemicals. 3. Strong Magnetic Separation: Even though hematite and limonite are not strongly magnetic, they can be separated by very powerful magnetic fields.
Equipment: High-intensity magnetic separators. These create much stronger magnetic fields than those used for magnetite. They can attract even weakly magnetic hematite particles.
Suitable for: Fine-grained hematite that is weakly magnetic. It can be used as a primary concentration step or as a cleaning step for concentrates from other methods. Often, for complex hematite and limonite ores, a combination of these “killer moves” is used. You might use gravity separation for coarse particles. Then you use strong magnetic separation for medium-sized particles. Finally, you use flotation for the very fine material. This integrated approach ensures maximum recovery and high-quality concentrate.
Hematite flotation plant
“Killer Moves” for Hematite and Limonite
Method
Principle
Suitable Scenario
Advantages
Flotation
Surface properties, reagents
Fine-grained hematite/limonite
High purity, good for silica removal
Gravity Separation
Density difference
Coarser hematite/limonite
Low cost, no chemicals
Strong Magnetic Separation
High magnetic field
Weakly magnetic hematite (fine)
Effective for weakly magnetic ores
These methods are essential for overcoming the challenges of non-magnetic iron ores.
How do you remove impurities like silica, phosphorus, and sulfur?
High levels of silicon (silica), phosphorus, and sulfur are common problems in iron concentrate. These elements are “tumors” because they reduce the quality of the iron product. They make steel brittle or affect its properties. Steel plants demand very low levels of these impurities. So, removing them is a major challenge in iron ore beneficiation. 1. Silicon (Silica) Removal: Silica (SiO2) is the most common impurity. It is often finely intergrown with iron minerals.
Reverse Flotation: This is the most effective method for removing silica. Instead of floating the iron, you make the silica particles float. The iron minerals remain in the pulp. You use specific reagents that make silica hydrophobic (water-repellent) and attach to air bubbles in a Flotation Machine.
How it works: After grinding the ore in a Ball Mill, the slurry enters the flotation cells. Silica floats away as foam. The high-purity iron concentrate is collected from the bottom.
Advantage: Achieves very high iron grades (e.g., over 68% Fe). 2. Phosphorus Removal: Phosphorus is very difficult to remove. It often exists as apatite or is structurally bound within the iron minerals.
Flotation: For apatite (a phosphorus mineral), specialized flotation reagents can be used. These reagents selectively float apatite, leaving the iron behind. This is a complex process. It needs careful control of pH and reagent dosage.
Reduction Roasting and Magnetic Separation: For some ores, heating the ore in a Rotary Kiln with a reducing agent (like coal) can help. This changes the form of iron and phosphorus. Then, magnetic separation might separate them better.
Hydrometallurgy (Leaching): For very stubborn phosphorus, a leaching process might be needed. This involves dissolving the phosphorus in acid. This is usually very expensive and complex. It is used only for very high phosphorus ores. 3. Sulfur Removal: Sulfur often occurs as sulfide minerals (like pyrite).
Flotation: Sulfide minerals are usually easy to float. You can float sulfur-containing minerals away from the iron in a Flotation Machine using specific collectors. This is often done as a primary or secondary flotation step.
Gravity Separation: Sometimes, heavy sulfide minerals can also be removed using gravity separation methods like a Shaking Table. To “completely remove these tumors,” a combination of processes is often needed. For example, you might use reverse flotation for silica, followed by specific flotation for phosphorus or sulfur. Or you might pre-treat the ore with roasting. A thorough mineralogical study of your ore is crucial. It reveals the exact forms of these impurities. This guides the selection of the most effective “special processes.”
iron ore impurity removal flotation
Impurity Removal Methods
Impurity
Primary Method
Special Processes (if needed)
Impact on Product Quality
Silicon
Reverse Flotation
Gravity Separation for coarse silica
Reduces iron grade, increases slag
Phosphorus
Flotation (for apatite)
Reduction Roasting, Leaching
Makes steel brittle
Sulfur
Flotation (for sulfides)
Gravity Separation
Harmful in steel, reduces strength
Addressing impurities effectively is key to high-quality iron concentrate.
How can you optimize crushing and grinding to save energy?
The crushing and grinding stages are the “power hogs” in an iron ore beneficiation plant. They consume a huge amount of electricity. This is because rock is very hard. Breaking it into small particles needs a lot of energy. If these stages are not optimized, your operating costs will be very high. This can make your project unprofitable. Optimizing these systems can greatly reduce energy consumption and costs. Here are key strategies to save power:
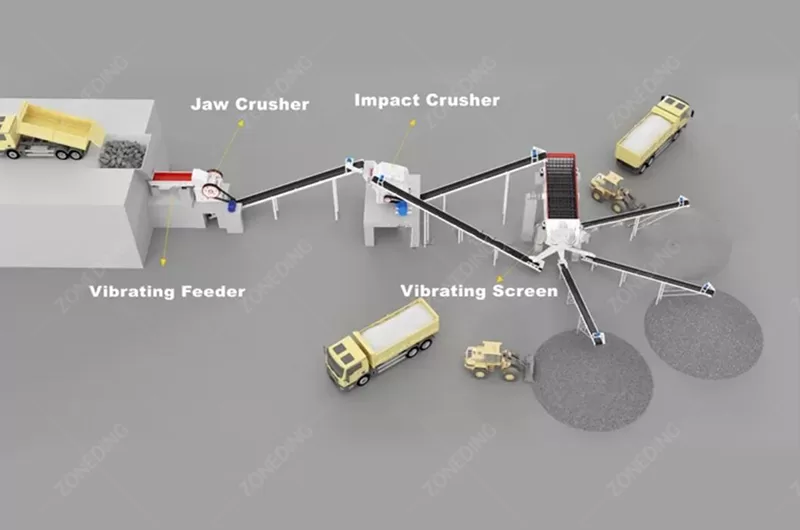
Multi-Stage Crushing: Do not try to crush very large rocks into very small particles in one step. Use multiple stages of crushing.
Primary Crushing: Use a Jaw Crusher to break large ore chunks.
Secondary Crushing: Use a Cone Crusher to further reduce size.
Tertiary Crushing (if needed): Another Cone Crusher or Fine Crusher prepares material for grinding.
Advantage: Each crusher works in its optimal size range. This makes the overall process more efficient. It produces fewer fines.
Closed-Circuit Crushing and Grinding: This involves using screens or classifiers to control particle size.
Crushing: After each crushing stage, material goes through a Vibrating Screen. Oversized particles are sent back to the crusher. Correctly sized particles move to the next stage. This prevents over-crushing.
Grinding: After a Ball Mill or Rod Mill, the slurry goes to a Spiral Classifier or hydrocyclone. Coarse particles are sent back to the mill for re-grinding. Fine particles move to separation. This prevents over-grinding. Over-grinding wastes energy. It also makes fine particles harder to recover.
Use Efficient Equipment: Modern crushers and mills are designed to be more energy-efficient.
For example, high-pressure grinding rolls (HPGR) can be more efficient than traditional Ball Mills for certain applications.
Ore Sorting (Pre-Concentration): This is an advanced technique. Before crushing, sensors detect and separate valuable iron ore from waste rock. This reduces the amount of material that needs crushing and grinding. You process less waste, saving huge amounts of energy.
Process Control and Automation: Use sensors and automation systems. They monitor and adjust feed rates, crusher settings, and mill parameters in real time. This ensures machines run at their most energy-efficient point. Implementing these optimizations can significantly cut your electricity bill. This directly impacts your bottom line. It makes low-grade iron ore projects more viable.
Multi Stage Crushing
Optimized Grinding Plant
Energy Saving in Crushing and Grinding
Strategy
Description
Benefits
Multi-Stage Crushing
Break ore in stages using different crushers
Improves efficiency, reduces over-crushing
Closed-Circuit Operations
Use screens/classifiers to recycle oversized material
Prevents over-grinding, saves energy
Efficient Equipment
Invest in modern, energy-saving crushers and mills
Lower power consumption for same output
Ore Sorting
Remove waste before crushing/grinding
Significantly reduces processing load
Automation
Real-time monitoring and adjustment of settings
Optimizes energy use, improves stability
Optimizing these stages is crucial for cost-effective iron ore processing.
What are advanced processes for complex iron ores?
Some iron ores are particularly “difficult and complex.” This means the iron minerals are very finely mixed with impurities. Or the iron minerals themselves are hard to separate. Traditional physical methods might be “helpless.” But do not despair. Roasting magnetic separation and beneficiation-metallurgy combined processes can be “game changers.” They can unlock value from these challenging ores. 1. Roasting Magnetic Separation: This method involves heating the iron ore in a special furnace, a Rotary Kiln, under controlled conditions. This thermal treatment changes the non-magnetic or weakly magnetic iron minerals (like hematite or limonite) into strongly magnetic magnetite.
How it works: You mix the finely ground ore with a reducing agent (like coal or natural gas). You heat it in the Rotary Kiln to high temperatures. This converts the iron minerals into magnetite. After cooling, you use a standard Magnetic Separator to efficiently recover the newly magnetic iron.
Advantages: It is very effective for low-grade, weakly magnetic, or non-magnetic iron ores. It can significantly improve the iron grade and recovery rate. It can also help remove sulfur and phosphorus.
Suitable for: Often used for finely disseminated hematite, limonite, or siderite ores. 2. Beneficiation-Metallurgy Combined Processes: This approach integrates the mineral processing (beneficiation) stage directly with the metallurgical (smelting or refining) stage. Instead of producing a finished concentrate for external sale, the beneficiated product is immediately fed into the next step of metal extraction.
Why it’s a “Game Changer”:
For difficult ores: It can produce a more refined product (like direct reduced iron – DRI, or a specific intermediate product) directly from challenging ores. This bypasses some limitations of conventional beneficiation.
Resource efficiency: It can be more energy-efficient overall. It can utilize ore that would otherwise be waste.
Reduced transportation: Intermediate products might be processed on-site. This avoids shipping large volumes of semi-processed material.
Example: Direct reduction processes using low-grade iron ore fines, or producing specific pellets for smelting. These “game changer” processes are more complex and require higher investment. They also need more precise control. However, they can be the only viable solution for certain types of very difficult or low-grade iron ores. They help you turn what might otherwise be waste into a highly valuable product. A detailed ore test and feasibility study are essential to determine if these advanced methods are right for your specific project.
Integrate mineral processing with metal extraction
Very low-grade, complex ores, specific product needs
Higher overall efficiency, can utilize waste
High capital cost, operational complexity
These methods are powerful tools for maximizing value from challenging iron ore resources.
How can iron ore beneficiation be green and sustainable?
Iron ore beneficiation plants, like all large industrial operations, produce waste. This includes a huge amount of tailings (solid waste) and significant volumes of wastewater. In today’s world, environmental protection is paramount. Stricter regulations mean you must manage these wastes responsibly. Achieving “green environmental protection and resource recycling” is not just good practice. It is necessary for your license to operate and for long-term sustainability. Tailings Management: Tailings are the finely ground waste rock left after iron extraction. They can contain residual chemicals and trace metals. Improper disposal can pollute land and water.
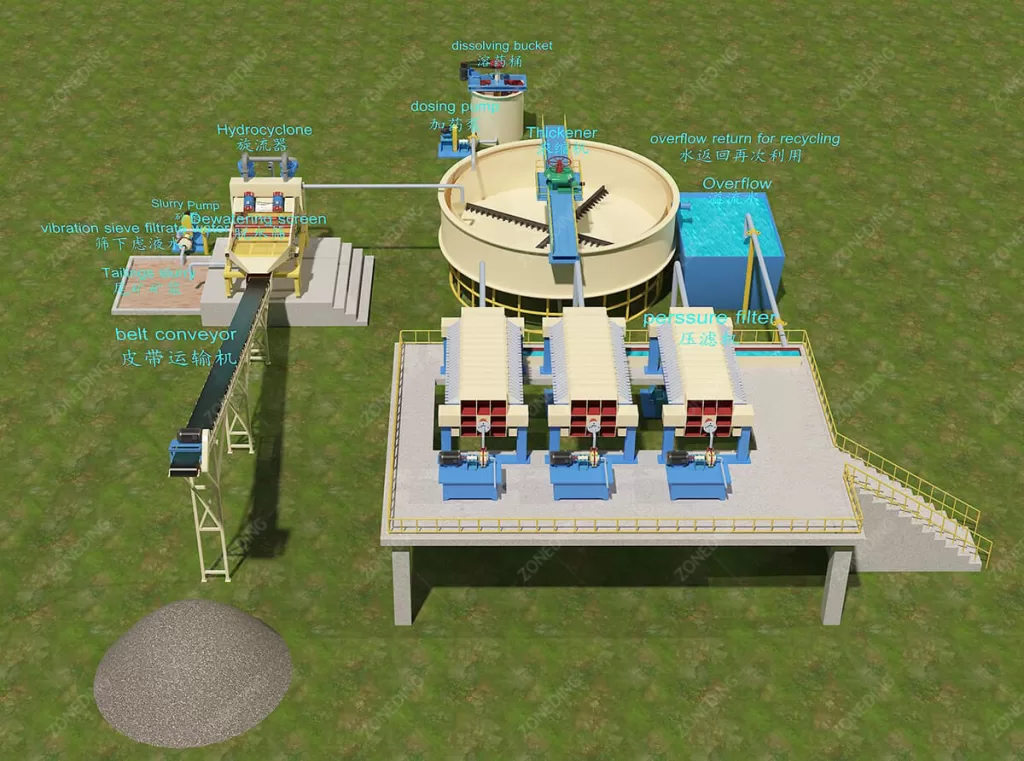
Dry Stacking: This is a modern solution. It involves dewatering tailings using thickeners and filter presses (like a plate and frame filter). This produces a solid, stable “cake” that can be safely stacked. This reduces the footprint of tailings dams. It lowers the risk of dam failures.
Co-disposal: Mixing tailings with coarser waste rock for better stability.
Reuse: Research is ongoing to find ways to reuse tailings as building materials. Wastewater Treatment and Recycling: Water is used in almost every step, especially in wet processes. This water picks up fine particles and chemicals.
Closed-Loop Systems: The goal is to reuse as much water as possible. Water from thickeners and filters is treated and recycled back into the plant. This significantly reduces fresh water consumption.
Advanced Treatment: Any water discharged must meet strict environmental standards. This involves removing suspended solids, adjusting pH, and removing dissolved heavy metals. Technologies like flocculation, sedimentation, and filtration are used. Resource Recycling: This is about finding value in what was once considered waste.
Tailings Reuse: As mentioned, using tailings in construction (e.g., as aggregates, cement additives) is a growing area.
Waste Rock Utilization: Coarser waste rock from crushing can sometimes be used for road construction or backfilling mines.
Water Reclamation: Treating wastewater from other industrial activities for use in the beneficiation plant. By investing in modern, environmentally responsible technologies, iron ore beneficiation plants can significantly reduce their environmental footprint. This improves community relations. It also leads to long-term cost savings through reduced water consumption and waste disposal costs. It demonstrates a commitment to sustainable mining.
Iron ore tailings dry stacking
Green Practices in Iron Ore Beneficiation
Tailings Dry Stacking: Converts wet tailings to solid cake for safer disposal and land conservation.
Wastewater Recycling: Treats and reuses water within the plant. This reduces fresh water use and discharge.
Advanced Water Treatment: Ensures any discharge meets strict environmental standards.
Resource Utilization: Explores uses for tailings and waste rock in other industries.
Energy Efficiency: Reduces carbon footprint and operational costs. These practices are vital for sustainable iron ore mining.
How Much Investment Does It Take to Build an Efficient Iron Ore Beneficiation Plant? How Should Core Equipment and Process Flow Be Matched?
Building an efficient iron ore beneficiation plant is a significant investment. The total cost depends on many factors. These include the ore type, desired output, required concentrate grade, and location. Choosing the right core equipment and matching it with the optimal process flow are essential for maximizing returns. Investment Factors:
Capacity: A larger plant needs more and bigger machines. This means higher investment.
Ore Type: Processing magnetite is generally cheaper than processing complex hematite. This is because magnetite needs simpler equipment like a Magnetic Separator. Hematite might need Flotation Machines or roasting kilns, which are more expensive.
Product Quality: Achieving very high purity concentrate (e.g., for direct reduction iron) requires more complex processes and higher-quality equipment.
Location: Site preparation, infrastructure (power, water), and transportation costs vary greatly by location.
Environmental Regulations: Stricter rules mean more investment in tailings management and wastewater treatment. Core Equipment and Process Flow Matching: The core equipment must align perfectly with your specific ore’s characteristics and the chosen process flow.
Ore Analysis First: Always start with a detailed mineralogical analysis and beneficiation test on your actual ore samples. This is crucial. It reveals the optimal liberation size, separation method, and impurity removal needs.
Crushing & Grinding System:
For large-scale, hard ores, you need robust primary crushers like a Jaw Crusher.
Then, secondary Cone Crushers and Vibrating Screens.
Grinding is done by a Ball Mill or Rod Mill to the required fineness. A Spiral Classifier ensures efficient grinding.
Separation System:
Magnetite: Primarily Magnetic Separators (wet or dry).
Hematite/Limonite: A combination of Flotation Machines (often reverse flotation for silica), Shaking Tables or Jigging Separator Machines (for gravity), and high-intensity Magnetic Separators.
Complex Ores: May include a Rotary Kiln for roasting before magnetic separation.
Dewatering System: Thickeners and filters are essential for preparing concentrate and managing tailings. A professional supplier will help you design a complete flow sheet. They will recommend the right size and number of each machine. This ensures optimal capital expenditure. It also ensures efficient operation for the long term. Do not under-invest in critical stages. This can lead to low recovery or high operating costs later.
Iron ore plant investment diagram
Key Considerations for Plant Investment
Factor
Impact on Cost
Matching Strategy
Ore Type
Magnetite lower, Hematite/Complex higher
Process based on mineralogical analysis
Capacity & Purity
Higher capacity/purity, higher cost
Select equipment sizes and numbers to match output
Location
Influences infrastructure and logistics costs
Factor in site preparation and utility availability
Environmental
Adds cost for waste management
Include modern dewatering and treatment systems
Start with ore tests to design a cost-effective and efficient plant.
What new technologies are used in iron ore processing?
The iron ore beneficiation industry is always evolving. New “black technologies” are emerging. These technologies use advanced systems to make processes more efficient. They also improve concentrate quality. Smart control and automation are at the forefront of these innovations. They are changing how plants operate. 1. Smart Control Systems: These systems use sensors, data analytics, and artificial intelligence (AI).
Real-time Monitoring: Sensors collect data from every stage. This includes feed rate, particle size, pulp density, reagent levels, and equipment performance.
Automatic Adjustment: The smart system analyzes this data. It then automatically adjusts parameters in real-time. For example, it can adjust the feed rate to a Jaw Crusher. It can optimize grinding time in a Ball Mill. It can fine-tune reagent dosage in a Flotation Machine.
Predictive Maintenance: The system can predict when a machine part might fail. This allows for planned maintenance. It reduces unexpected shutdowns.
Benefits: This leads to more stable operation. It ensures maximum recovery and concentrate grade. It reduces human error. It lowers energy and reagent consumption. 2. Advanced Automation: This involves using robots and automated equipment for tasks.
Automated Sampling and Analysis: Robots can take samples from different process points. They send them for immediate analysis. This provides quick feedback on product quality.
Automated Material Handling: Conveyors (Vibration Feeder) and autonomous vehicles can move materials. This reduces labor costs. It improves safety.
Integrated Control Rooms: Operators monitor the entire plant from a central control room. They can make adjustments with a few clicks. 3. Other “Black Technologies”:
Sensor-Based Ore Sorting: As mentioned, this pre-concentration step uses sensors to identify and reject waste rock before grinding. It saves enormous energy. It improves feed grade.
Advanced Process Modeling: Computer models simulate the entire beneficiation process. This helps engineers design new plants. It helps optimize existing ones. It tests different scenarios without actual plant trials.
Dry Beneficiation Technologies: These methods (like advanced dry magnetic separation or air classification) aim to reduce water use. This is crucial in water-scarce regions. These “black technologies” are transforming the iron ore industry. They lead to higher efficiency, better product quality, and lower operating costs. They also make the process more sustainable. Investing in them helps you stay competitive in the market.
“Black Technologies” in Iron Ore Beneficiation
Smart Control Systems: Real-time monitoring and automatic adjustment of plant parameters.
Advanced Automation: Automated sampling, material handling, and centralized control.
Sensor-Based Ore Sorting: Removes waste before grinding.
Process Modeling: Simulates and optimizes plant operations.
Dry Beneficiation: Reduces water consumption in processing. These innovations drive efficiency and sustainability in the industry.
How do you choose the right iron ore equipment supplier?
You have learned that iron ore beneficiation is complex. Each type of ore needs a specific approach. This means you need a partner who can provide full-process solutions. They should understand your unique iron ore. This is critical for your project’s success. Here is what to look for when choosing a professional supplier:
Deep Understanding of Iron Ore: The supplier must have extensive experience with all types of iron ore. This includes magnetite, hematite, limonite, and complex ores. They should have successful case studies for similar projects.
Strong R&D and Testing Capabilities: A top supplier has its own mineral processing lab. They can conduct detailed mineralogical analysis. They perform bench-scale and pilot-scale beneficiation tests. This ensures the process is tailored to your specific ore.
Comprehensive Product Line and Manufacturing Strength: They should offer a wide range of high-quality equipment. This includes crushers (Jaw Crusher, Cone Crusher), grinding mills (Ball Mill, Rod Mill), separation equipment (Magnetic Separator, Flotation Machine, Shaking Table), and auxiliary equipment (Vibrating Screen, Spiral Classifier, Vibration Feeder). They should have modern manufacturing facilities. ZONEDING, for example, has an 8000 square meter workshop and can produce over 500 units annually.
Full-Process Service Support: A true partner offers services for the entire project lifecycle:
Consultation and Feasibility Study: Helping you plan.
Process Flow Design: Creating the optimal blueprint.
Installation and Commissioning: Ensuring proper setup and startup.
Operator Training: Equipping your team with knowledge.
After-Sales Service: Providing spare parts and ongoing technical support.
Commitment to Sustainability and Innovation: They should offer solutions for green beneficiation. This includes water recycling and tailings management. They should also embrace new technologies like smart control and automation.
Global Track Record: A supplier with international project experience understands diverse operating conditions and regulations. ZONEDING has exported products to over 120 countries since 2004. This shows global capabilities. When you choose a partner, you are selecting someone who will significantly impact your project’s success and profitability. Look for a company like ZONEDING that combines technical expertise, comprehensive service, and a long-term commitment to your needs. This partnership is more valuable than just getting the cheapest equipment.
Qualities of a Professional Iron Ore Supplier
Expertise in Iron Ore: Proven knowledge across all iron ore types.
Lab and Testing: In-house facilities for detailed ore analysis and process development.
Comprehensive Offerings: Wide range of quality equipment and solutions.
Full-Service Support: From design to after-sales.
Sustainable and Innovative: Focus on green practices and new technologies.
Global Experience: Track record of successful international projects. Choose a partner who truly understands your project’s unique challenges.
Frequently Asked Questions
Q 1: What is the main goal of iron ore beneficiation?
A: The main goal of iron ore beneficiation is to remove impurities from the ore. This increases the iron content. It makes the ore suitable for steel production and other industries.
Q 2: Why is crushing and grinding a “power hog” in iron ore plants?
A: Crushing and grinding are energy-intensive because iron ore is hard. Breaking it into small particles requires a lot of electricity. Optimizing these stages is crucial for cost savings.
Q 3: What is “reverse flotation” used for in iron ore beneficiation?
A: Reverse flotation” is primarily used to remove silica from iron ore. In this method, silica particles are floated away, and the iron minerals remain in the pulp. This helps achieve very high iron grades.
Q 4: What is roasting magnetic separation?
A: Roasting magnetic separation converts non-magnetic or weakly magnetic iron minerals (like hematite) into strongly magnetic magnetite through heat treatment. This allows for efficient recovery using a magnetic separator.
 Zoneding Mining
Zoneding Mining