You want to transform raw coal into a fine, combustible powder. This process, known as coal pulverization, is crucial for efficient energy generation and industrial applications. I will guide you through the fundamental equipment and precise methods involved. This comprehensive guide explains the critical roles of crushers, pulverizers, classifiers, and dryers. Understanding these stages empowers you to optimize your pulverized coal production for maximum efficiency and safety.
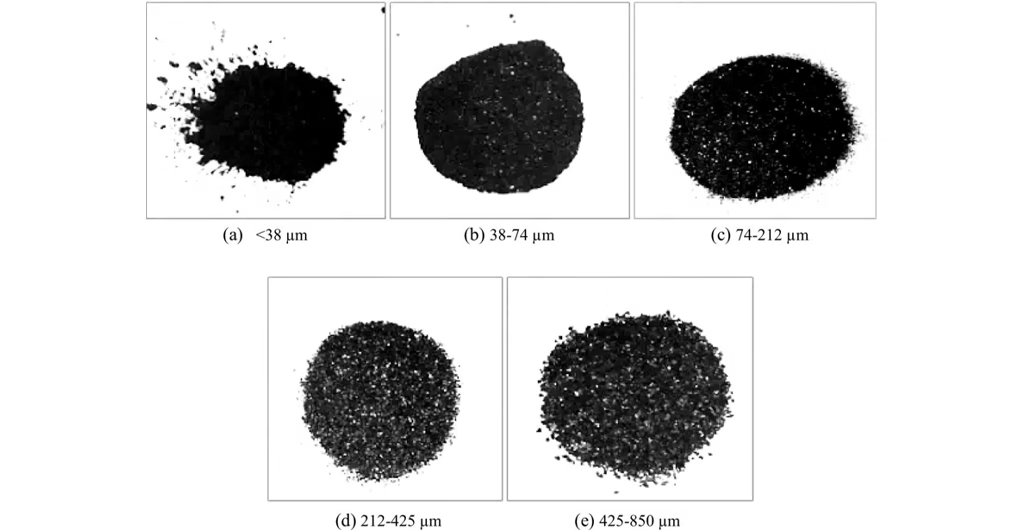
Pulverized coal is raw coal that has undergone extensive grinding. It becomes an extremely fine powder. Many people call it coal dust. This processing reduces coal to microscopic particles. Typically, 70% to 80% of this powder can pass through a 200-mesh screen. This means individual particles are often smaller than 74 microns. This fine particle size is key to its properties. When we burn pulverized coal, it behaves more like a gas or liquid fuel. It mixes easily with air. This makes it highly combustible. Therefore, it is a superior fuel compared to raw lump coal.
Why is Pulverized Coal Essential in Modern Industries?
Pulverized coal is crucial for many industries today. It changes how we use coal effectively and cleanly. Here are the key reasons why:
High Combustion Efficiency:Pulverized coal burns almost completely. This means you get much more energy from less fuel. This high combustion rate saves money and makes processes more effective.
Cleaner Emissions: Better burning means fewer unburnt particles. This helps reduce pollution. It also makes it easier to use advanced systems to control emissions. Your operations become more environmentally friendly.
Reliable Power Generation: It is a go-to fuel for power plants. You can control the heat precisely. This helps plants meet changing electricity demands quickly. This ensures a stable energy supply.
Vital for High-Temperature Processes: Industries like cement manufacturing depend on it. Its consistent burn provides the intense, steady heat needed for production. This ensures product quality.
Supports Metallurgical Operations: In steelmaking, pulverized coal can replace coke. It offers a cost-effective way to get the intense heat for these specialized processes. It helps lower production costs.
Fuel Versatility: Modern coal processing equipment can handle different types of coal. This gives industries flexibility in choosing their fuel. You can adapt to market changes easily.
These features make pulverized coal a cornerstone for efficient and cleaner industrial operations.
What are Differences Between Coal and Pulverized Coal?
This helps you understand each type. Here is a comparison, focusing on the key details:
Feature
Coal (Raw/Lump)
Pulverized Coal (Powdered)
Physical Form
Large, irregular chunks or lumps.
Extremely fine powder, like flour or dust.
Particle Size
Variable, from small pieces to large rocks.
Uniformly very small, typically less than 0.1 mm.
Surface Area
Small relative to its volume.
Very large due to tiny particles.
Combustion Speed
Slow burning; requires longer ignition time.
Very rapid and almost instantaneous combustion.
Combustion Efficiency
Lower; often leaves unburnt carbon residues.
High; almost complete combustion, leaving minimal residue.
Explosion Risk
Low in solid form (though dust can explode).
High in air-suspended dust clouds.
What are Advantages and Disadvantages of Using Pulverized Coal?
Using pulverized coal offers distinct advantages, but it also comes with notable disadvantages. Understanding both sides helps you make informed decisions for your operations.
Advantages of Pulverized Coal
High Combustion Efficiency: Pulverized coal provides a vast surface area for oxidation. This leads to higher combustion efficiency. It gives approximately 95% complete burning in large power plant boilers. You extract more energy from each ton of fuel.
Reduced Emissions: More complete combustion directly translates to lower emissions of unburnt carbon. This includes soot and particulate matter. It also allows for easier integration of post-combustion pollution control technologies, such as flue gas desulfurization systems.
Faster Ignition and Response: Because it burns like a gas, pulverized coal offers rapid ignition. It permits quick response to changes in energy demand. This is much faster than the slow burning of lump coal.
Fuel Flexibility: Modern pulverizers can often handle different types of coal. This includes various grades and moisture content levels. This flexibility allows plants to switch fuel sources based on market prices or availability.
Lower Fuel Costs: Due to its efficiency, less coal is needed to generate the same amount of energy. This directly reduces fuel costs for industrial users and power stations.
Disadvantages of Pulverized Coal
Explosion Risk: The fine dust of pulverized coal mixed with air forms a highly explosive mixture. This risk is a major concern. It requires strict safety measures. These include inerting systems, dust control, and explosion protection.
High Capital Investment: Setting up a coal pulverization equipment system requires significant upfront investment. This covers crushers, dryers, mills, classifiers, and extensive material handling systems.
High Operational Costs: Pulverization consumes a large amount of energy, primarily for grinding. Additionally, maintenance costs for pulverizers are substantial. This is due to the abrasive nature of coal.
Wear and Tear: Coal is abrasive. It causes significant wear on grinding elements and conveying equipment. This leads to frequent replacement of wear parts, increasing maintenance costs and downtime.
Environmental Concerns (Dust): Despite efficient combustion, handling and storage of pulverized coal can release dust into the atmosphere. This necessitates comprehensive dust collection and suppression systems to comply with environmental regulations.
What are the Key Stages of Processing Raw Coal into Fine Pulverized Coal?
Processing raw coal into fine pulverized coal involves a sequence of carefully managed stages. Each stage refines the coal, preparing it for the next step toward optimal combustion. I always outline these stages clearly for clients to understand the entire coal processing journey.
Initial Crushing: Raw coal often arrives in large, irregular lumps from the mine. The first task is to reduce these large pieces to a manageable size. This step uses robust machines to break down the coal. It also helps separate out unwanted rocks and debris. This initial reduction prepares the coal for further processing and makes subsequent stages more efficient.
Drying: Raw coal typically contains varying amounts of moisture. Wet coal is harder to grind. It also consumes more energy during pulverization. Therefore, the coal undergoes a drying process. This removes excess moisture. Dried coal is brittle, which makes it easier to pulverize. It also prevents clogging in the fine grinding equipment.
Pulverization: This is the core stage where coal is ground into a very fine powder. Specialized machines, known as pulverizers or coal mills, achieve this. Their goal is to maximize the coal’s surface area. This significantly increases its reactivity and combustion efficiency. The fineness achieved here directly impacts the quality of combustion.
Classification: After pulverization, not all particles are uniformly fine. Some may be too large. Classifiers act as a quality control point. They separate the finely ground coal (which is ready for use) from any oversized particles. These larger particles are then returned to the pulverizer for further grinding. This ensures consistent fineness of the final product.
These stages collectively transform raw, difficult-to-burn coal into a highly efficient and controlled fuel source. This systematic approach is the backbone of reliable pulverized coal production.
Which Equipment are Needed During This Process?
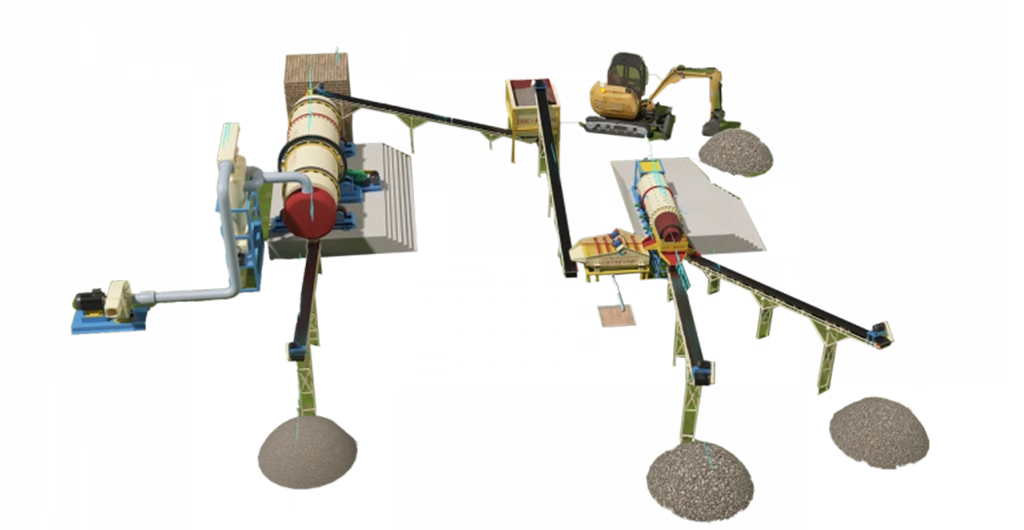
A range of specialized equipment is essential for efficient pulverized coal production. Each machine plays a critical role in transforming raw coal into a fine, combustible powder. I have outlined the key components for you.
Initial Crushing: Breaking Down Raw Lumps
The first step in coal processing requires robust machines to reduce raw coal’s size.
Jaw Crushers: These are primary crushers. They use compressing force between two plates. One plate is stationary, and the other moves. Jaw crushers handle very large, hard pieces of coal. They are ideal for the initial size reduction. ZONEDING’s jaw crushers are known for their durability and high throughput in harsh mining environments.
Hammer Crushers: These machines use rapidly rotating hammers. The hammers strike the coal repeatedly. This shatters the coal into smaller fragments. They are effective for softer coals and provide good product shape.
Impact Crushers: These crushers use high-speed rotors with blow bars. The blow bars hit the coal against impact plates. This breaks the coal using impact force. Impact crushers are suitable for medium-hard coals and produce a cubical product.
Drying for Optimal Grinding
After crushing, coal must be dried to improve grinding efficiency and prevent clogging.
Rotary Dryers: These are large, rotating cylindrical drums. Hot air or combustion gases pass through the drum. Coal tumbles inside, exposing it to heat, which evaporates the moisture. They are common in coal preparation plant setups.
Fluidized Bed Dryers: Coal particles are suspended in a hot gas stream, creating a fluid-like state. This allows for fast and uniform drying. These dryers are highly efficient for certain coal types.
Flash Dryers: These systems rapidly dry coal by mixing it with hot gas in a high-velocity duct. The drying process is almost instantaneous. They are often used for coals with high surface moisture.
The Core: Coal Pulverization Mills
These are the primary pieces of coal pulverization equipment. They grind coal into the fine powder required.
Ball Mills: These are large, slow-speed rotating cylinders. They are partly filled with steel balls. Coal is introduced into the cylinder. As the mill rotates, the balls tumble and grind the coal through impact and attrition. Ball mills are durable and produce very fine powder. They are suitable for hard coals and large capacities.
Vertical Roller Mills (VRMs): These mills use rollers pressing against a rotating grinding table. Hot air flows through the mill. This dries the coal and transports the ground particles. VRMs are energy-efficient. They can grind, dry, and classify coal simultaneously. They are widely used in power plants.
Bowl Mills: A type of roller mill where grinding rollers press against a rotating bowl. They are known for their reliability and ability to handle varying coal qualities.
Hammer Mills (for fine grinding): Smaller hammer mills can achieve finer grinding for softer coals. They use high-speed impact to shatter coal into powder.
Ensuring Fineness: The Role of Classifiers
Classifiers separate the fine pulverized coal from coarser particles, ensuring uniform product quality.
Air Classifiers: These are the most common type. They use an air stream to separate coal particles based on their aerodynamic properties. Fine particles are carried away by the air, while heavier, coarser particles fall back into the pulverizer for further grinding. Efficient coal classifier efficiency is paramount here.
Moving Materials: Handling and Conveyance
Efficient material handling systems connect all stages of the coal processing plant.
Belt Conveyors: These transport coal reliably between crushers, dryers, mills, and storage silos.
Vibrating Feeders: These regulate the flow of coal into crushers and mills. They ensure a steady, controlled input.
Pneumatic Conveying Systems: These systems transport the fine pulverized coal using air pressure. They move it from the pulverizers to storage bunkers or directly to burners. This enclosed system helps manage dust and explosion risks.
These components work together as an integrated system. They transform raw coal efficiently and safely into a high-quality fuel.
What Key Factors Influence Equipment Selection for Your Specific Coal Processing Needs?
Choosing the right coal processing equipment is not a one-size-fits-all decision. Several critical factors influence equipment selection for your specific needs. I always consider these points when advising clients.
Coal Characteristics: The type of coal you process is paramount. Is it hard or soft? What is its abrasiveness?And What is the initial particle size? What is its moisture content? Hard, abrasive coals require robust crushers and mills (like ball mills). Softer coals can use hammer mills. High moisture content necessitates effective dryers.
Desired Fineness and Capacity: What fineness does your application require for pulverized coal? What is your required hourly or daily production capacity? Higher fineness demands more powerful pulverizers and efficient classifiers. Larger capacities require bigger equipment with higher throughputs.
Budget and Investment: Your upfront capital expenditure (CAPEX) and ongoing operational costs (OPEX) play a large role. More sophisticated equipment often means higher CAPEX but can lead to lower OPEX through greater efficiency. Simpler systems have lower CAPEX but might be less efficient.
Site Constraints and Layout: How much space is available at your plant? Are there height restrictions? Can you integrate new equipment with existing infrastructure? The physical footprint of machines like ball mills or vertical roller mills can vary significantly.
Maintenance Requirements and Reliability: Consider the ease of maintenance, availability of spare parts, and the expected lifespan of the equipment. Reliable machines with readily available support reduce costly downtime.
Safety Features: Given the explosion risks of pulverized coal, the equipment’s inherent safety features are crucial. This includes explosion protection, inerting capabilities, and robust dust control.
At ZONEDING, our 15 experienced engineers conduct thorough assessments based on these factors. We then design an integrated coal processing solution that ensures optimal performance and adherence to all your requirements.
How to Choose a Reliable Supplier?
Selecting a reliable supplier for your pulverized coal production needs is as important as choosing the right equipment. You need a partner who understands industrial coal grinding.
Extensive Industry Experience: Look for a company with a long history in mining and processing equipment. ZONEDING, established in 1990, has over 30 years of experience. This experience means they understand the nuances of coal processing. They have encountered and solved many challenges.
Technical Expertise and Engineering Team: The supplier should have a strong team of engineers. These engineers should specialize in crushing, grinding, and material handling. They should be able to offer tailored solutions.
Customization Capabilities: Your coal processing needs are unique. The supplier should be able to customize equipment and system designs. They should adapt to your specific coal characteristics, site layout, and production targets. Flexibility in design is key.
Quality Manufacturing and Technology: Ensure the supplier uses high-quality materials and manufacturing processes. They should adopt advanced technologies, like CNC machining and robust welding. This ensures durable and efficient equipment. ZONEDING machines use high-wear steel and components from reputable international brands.
Global Presence and Proven Track Record: A supplier with a global footprint has experience in diverse operating conditions. They have a proven track record of successful installations in various countries. This indicates their ability to deliver results effectively.
Excellent After-Sales Service and Support: Equipment inevitably needs maintenance and spare parts. A reliable supplier offers comprehensive after-sales service. This includes installation support, commissioning, operator training, and readily available spare parts. Proactive maintenance support is crucial for reducing downtime.
Choosing a supplier with these attributes helps ensure your coal processing project is a success. They become a partner in your long-term operational efficiency.
What Are the Typical Maintenance Considerations for Pulverized Coal Equipment?
Maintaining pulverized coal equipment is demanding due to the abrasive nature of coal and the continuous operation. Effective maintenance is vital for maximizing uptime, ensuring safety, and prolonging equipment life. I always emphasize a proactive approach to clients.
Regular Inspections: Daily visual checks are fundamental. You must look for loose bolts, leaks, unusual noises or vibrations, and signs of wear on components. Detailed weekly or monthly inspections should cover wear parts, seals, and lubrication levels.
Wear Parts Replacement: Parts subject to direct contact with coal, such as grinding elements in pulverizers (balls, rollers, grinding rings), crusher jaws, and impact plates, wear out quickly. You must stock common wear parts. Replace them according to manufacturer guidelines or based on wear measurements. This is critical for maintaining grinding efficiency.
Lubrication Management: All rotating parts, bearings, and gears require regular and proper lubrication. You must use the correct type and amount of lubricant. Also, establishing a strict lubrication schedule prevents premature component failure.
Safety System Checks: Regularly test explosion protection systems, inerting gas systems, fire suppression, and emergency shutdowns. Ensure all pressure relief vents are clear and functional. These checks are non-negotiable due to the explosive nature of pulverized coal.
Cleaning and Housekeeping: Spilled coal dust is a fire and explosion hazard. Frequent cleaning of the plant area, especially around pulverizers and conveyors, is essential. Prevent dust accumulation on surfaces and in hidden areas.
Operator Training: Well-trained operators are your first line of defense. They should know how to operate equipment correctly and identify early signs of trouble. Continuous training in safety procedures and equipment-specific maintenance tasks is beneficial.
Adhering to these maintenance practices ensures your coal pulverization equipment operates safely, efficiently, and reliably for many years. This directly contributes to the overall crushing plant efficiency.
What Are the Future Trends and Innovations in Pulverized Coal Technology?
The landscape of pulverized coal technology is constantly evolving. Driven by demands for greater efficiency, lower emissions, and enhanced safety, several future trends and innovations are shaping the industry.
Advanced Automation and AI Integration: Future coal processing plants will be even smarter. They will use advanced automation, integrating artificial intelligence (AI) and machine learning. AI algorithms can analyze real-time data from sensors across crushers, dryers, and pulverizers. They can predict optimal operational parameters. This optimizes fineness, capacity, and energy consumption. AI can also predict maintenance needs, enabling truly predictive coal pulverizer maintenance.
Enhanced Energy Efficiency: There is an ongoing push for greener and more cost-effective operations. New pulverizer designs focus on reducing specific energy consumption (kWh per ton). This involves improved grinding mechanics, optimized air flows, and the widespread adoption of variable speed drives (VSDs) for motors. These innovations contribute significantly to lowering coal preparation plant operational costs, especially in industrial coal grinding.
Digitalization and Remote Monitoring: The Internet of Things (IoT) will further connect equipment. This allows for comprehensive digitalization of whole plants. Operators can monitor performance remotely. They can troubleshoot issues from a central control room or even off-site locations. This enhances decision-making and reduces the need for on-site personnel in hazardous areas.
Increased Safety through Smart Systems: Future systems will integrate more advanced safety technologies. This includes improved dust detection. It also includes automated fire suppression. Smart sensors will provide early warnings. They will initiate automatic shutdown procedures to prevent explosions. This significantly reduces risks associated with coal dust safety.
These trends highlight a future where pulverized coal production remains a critical but increasingly efficient, safe, and environmentally responsible process.
Still Confused? ZONEDING Can Give Customized Solution for Your Plant
Understanding the intricate process of transforming coal into pulverized coal is key to efficient operation. You now know the essential equipment and methods involved. You also understand the critical safety and maintenance considerations. However, applying this knowledge to your specific project can still be complex. This is where expert guidance becomes invaluable.
At ZONEDING, I, along with my team of 15 specialized engineers, am ready to assist you. We have over 30 years of experience in industrial coal grinding and coal processing. We offer customized integrated coal processing solutions. And We can analyze your unique coal characteristics, desired output, and operational challenges. We will then design an optimal crushing setup that maximizes your crushing plant efficiency and ensures reliable pulverized coal production. Do not hesitate to reach out to ZONEDING today for a detailed consultation. Let us help you achieve superior performance and safety in your coal processing endeavors.
FAQ
What does “Integrated Coal Processing Solutions” mean?
Integrated coal processing solutions mean a supplier provides all necessary equipment and services. This includes initial consultation, design, supply of crushers, dryers, pulverizers, classifiers, material handling, installation, and after-sales support. ZONEDING offers these comprehensive services.
How does coal fineness affect boiler performance?
Coal fineness impacts boiler performance significantly. Finer coal enables faster ignition and more complete combustion. This leads to higher boiler efficiency and reduced unburnt carbon. Coarser coal results in slower ignition and poor combustion. This increases fuel consumption and slagging.
What are the main causes of wear in a coal pulverizer?
The main causes of wear in a coal pulverizer are abrasion and impact. Coal is highly abrasive. It causes gradual wear on grinding elements like balls, rollers, and liners. This gradual wear occurs due to friction. Foreign materials like tramp metal or hard rock cause impact wear.
How is energy efficiency measured in coal milling?
Energy efficiency in coal milling is typically measured in kWh per ton (kilowatt-hours per ton) of pulverized coal produced. Lower kWh/ton indicates higher energy efficiency. This metric considers the power consumed by the pulverizer and its auxiliary equipment relative to the output.
What safety measures are crucial for coal dust handling?
Critical safety measures for coal dust handling include stringent dust collection and suppression. This prevents dust accumulation. Inerting systems reduce oxygen in storage. Explosion vents relieve pressure. Regular cleaning minimizes potential fuel for explosions. These measures are essential to prevent fire and dust explosions.
From jaw crushers to impactors, discover the 7 essential rock crusher types you need to know for crushing operations. Learn when and where to use each one.
Explore placer gold processing methods, from traditional gravity concentration to separation technologies. Learn to optimize mineral processing machines setup.
 Zoneding Mining
Zoneding Mining